




磁粉濃度不足怎麼辦?提升濕式與螢光探傷精準度,解析磁懸液的調配關鍵
磁懸液調配決定檢測成敗!本文為品保工程師解析濕式探傷痛點、濃度量測與濃縮液應用,帶您建立耗材管控標準,徹底消滅漏檢風險。
產線上的無聲危機:當磁懸液偏離標準
在金屬精密加工的品管防線中,設備的磁化能力固然重要,但真正負責將缺陷「具象化」的,是那些懸浮在液體中的微小磁粉。許多金屬加工廠在導入檢測設備後,往往將重心放在機台保養,卻忽略了耗材的日常管控。
在 濕式磁粉探傷 的製程中,磁粉必須均勻懸浮於載體液體中,透過噴淋或澆注的方式覆蓋在工件表面。當工件被磁化而產生漏磁場時,這些微米級的磁粉會因為磁力吸引而游動、聚集在裂紋處。若磁懸液的濃度過高,過多的磁粉會堆積在工件表面,形成嚴重的背景干擾,掩蓋真實的微小裂紋;反之,若濃度過低,漏磁場無法吸附足夠的磁粉,就會導致致命的「漏檢」,讓帶有瑕疵的零件流入下一道工序,甚至直接出貨給最終客戶。

破解「磁粉濃度不足怎麼辦」:沉澱管測試的實務操作
面對產線上最常發生的狀況,品保工程師必須具備科學化的除錯能力。當您發現檢測靈敏度下降,或是對照 QQI 試片無法顯示清晰磁痕時,第一時間腦海中浮現的疑問通常是:「 磁粉濃度不足怎麼辦 ?」
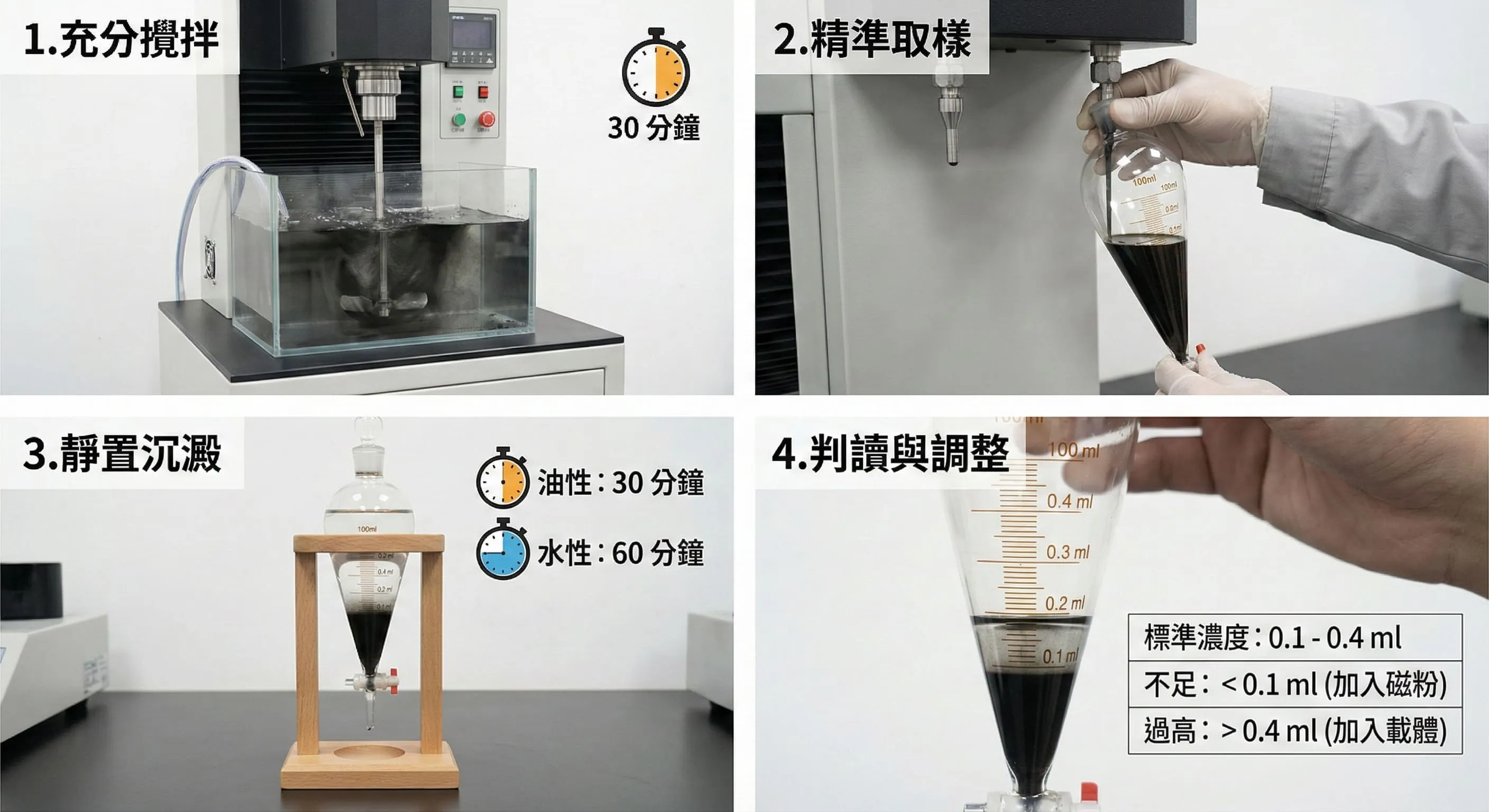
要解決這個問題,絕不能憑感覺隨意添加耗材,必須仰賴標準化的「梨形沉澱管測試」。
1.充分攪拌: 在取樣前,必須讓機台的攪拌馬達運轉至少 30 分鐘,確保管線與沉澱槽底部的磁粉完全懸浮。
2.精準取樣: 使用符合 ASTM E1444 規範的 100ml 梨形沉澱管,從噴嘴處接取 100ml 的磁懸液。
3.靜置沉澱: 將沉澱管放置於無震動的支架上靜置。若是油性載體需靜置 30 分鐘,水性載體則需靜置 60 分鐘。
4.判讀與調整: 觀察管底沉澱的磁粉體積。以高階的 螢光探傷 為例,標準濃度通常落在 0.1 至 0.4 ml 之間。若讀數低於 0.1 ml,代表濃度確實不足,必須依比例精算並緩慢加入磁粉;若高於 0.4 ml,則需加入純載體液體進行稀釋。
水與油的抉擇:為何現代產線逐漸轉向水性磁懸液?
傳統的 濕式磁粉探傷 多半採用礦物油作為載體,優點是防鏽性極佳且能保護設備管路。隨著國際環保法規日益嚴苛,以及廠房工安對閃火點的嚴格要求,越來越多的企業開始將產線轉換為 水性磁懸液 。
水的成本低廉且無可燃性風險,但它在物理特性上有著天生的弱點:極高的表面張力。這意味著純水無法輕易「潤濕」帶有微量加工油污的金屬表面,會形成水珠而無法均勻鋪展,導致磁粉無法順利游動到缺陷處。
為了克服這項物理限制,fidco 代理的頂級水性載體添加了精密的化學配方:
1.高效潤濕劑: 大幅降低水的表面張力,使其能如薄膜般均勻包覆複雜幾何形狀的鍛造或鑄造件。
2.消泡劑: 抑制攪拌過程中產生的氣泡,避免氣泡附著在工件表面形成假性缺陷干擾。
3.防鏽抑制劑: 在水性環境中為碳鋼、合金鋼零件提供短期的防鏽保護,避免檢測後工件迅速氧化生鏽。
高階防護的核心:螢光磁粉濃縮液的技術優勢
在航太、車用零組件等高標準供應鏈中,微米級的疲勞裂紋是不被允許的。為了追求極致的檢測靈敏度,業界普遍採用高對比的螢光磁粉。有別於傳統將乾粉直接倒入水中的做法,現代高階產線更傾向使用 螢光磁粉濃縮液 。
螢光磁粉濃縮液 是一種將螢光磁粉、潤濕劑、防鏽劑與分散劑預先按完美比例混合的液態產品。其技術核心在於「染料包覆工藝」。劣質的磁粉在經過機台馬達長時間的高速攪拌後,表面的螢光染料容易剝落,導致液體本身發光,但真正聚集在裂縫處的鐵粉卻黯淡無光。
fidco 嚴選的國際大廠濃縮液,採用高分子樹脂將螢光染料牢牢鎖在純鐵粒子表面。不僅抗剪切力極強,不會因為攪拌而脫色,更能確保每一顆微小磁粉都能在紫外光下爆發出極高亮度的黃綠色螢光。品保人員只需將濃縮液按比例加入水中,即可瞬間完成調配,免除粉塵飛揚的工安疑慮,同時確保每一次調配的濃度與懸浮性皆達到完美的標準化。

邁向零漏檢:精準控制螢光探傷的關鍵參數
要將 螢光探傷 的效能發揮到極致,單靠優質的磁懸液還不夠,整個檢測系統的環境參數必須完美契合。
檢測區必須維持嚴格的暗室環境,環境白光強度不得超過 20 Lux,以免稀釋螢光對比度。檢測人員手持或機台固定的 UV-A 紫外線黑光燈,其照射在工件表面的紫外光強度必須穩定大於 1000 μW/cm²。唯有在足夠的紫外線激發下,聚集在微小裂痕處的高亮度磁粉才能瞬間吸引檢測人員的視覺焦點。
此外,檢測人員在進入暗房後,必須給予雙眼至少一分鐘的「暗適應」時間,讓瞳孔放大、視網膜感光細胞調整至最佳狀態,才能準確捕捉那些極度細微的瑕疵線索。從載體水質的要求、濃縮液的精準投放、沉澱管的日常監控,到最終暗房環境的把關,fidco 以全面的技術顧問視角,協助金屬加工廠建立滴水不漏的品管標準,讓每一次的檢測都成為捍衛企業商譽的最強防線。
FAQ
Q1:每天開機都要使用沉澱管測量磁粉濃度嗎?有沒有更快的替代方法?
A1: 必須每天測量,且強烈建議在每班交接或連續檢測 8 小時後進行複測。磁粉在檢測過程中會不斷被工件帶走,或是因為過濾系統異常而流失,濃度變化是動態的。沉澱管測試是國際標準唯一認可的濃度量化方法,沒有任何捷徑或目視法可以替代。嚴格執行這項測試,是回答 磁粉濃度不足怎麼辦 、確保檢測靈敏度不衰退的最根本動作。
Q2:我們廠內剛轉換為 水性磁懸液 ,發現碳鋼工件檢測後很容易生鏽,該如何解決?
A2: 這通常是因為調配時的防鏽抑制劑比例不對,或是工廠的水質削弱了防鏽效果。解決方案有兩步:首先,確認您使用的 螢光磁粉濃縮液 內部是否已包含足量的防鏽配方,若不足,需額外添加專用的水性防鏽劑。其次,檢測完畢後的工件應盡速進入清洗與烘乾工序,避免水分長時間滯留表面。若廠內水質過硬,建議改用去離子水進行調配。
Q3:最近發現 螢光探傷 時,裂紋的螢光亮度明顯衰減,背景卻很亮,這是機台壞了嗎?
A3: 這通常不是機台磁化能力的問題,而是耗材發生了「染料剝離」。當磁懸液使用時間過長,或機台攪拌馬達的剪切力過大,劣質磁粉表面的螢光染料會脫落並溶解在載體液體中。這會造成液體整體發出螢光,但聚集在裂紋處的裸鐵粉卻沒有螢光。遇到這種情況,代表整桶 濕式磁粉探傷 液已經失效,必須徹底排空水槽、清洗管路,並重新調配高品質的抗剪切濃縮液。
相關服務
-

客製化磁檢設備
產線升級終極方案!本文解析高規硬體與 AI 軟體整合,助您建
-

非破壞檢測首選
買設備只是起步!本文為品保主管解析在地售後服務價值,從儀器校
-

滲透液顯像劑應用
突破磁粉探傷極限!本文為製造業解析液體滲透檢測技術,從耗材選
-

攜帶臥式磁力探傷
廠房擴建必看!本文為決策層解析非破壞檢測設備的採購策略與選型
-

自動化磁檢設備
突破缺工與產能極限!本文為決策層解析非破壞檢測數位轉型,探討
-

MT檢測磁粉探傷
想打入航太與車用供應鏈?本文解析Nadcap規範與磁粉檢測實
-

破解退磁剩磁標準
殘留磁性是精密加工的殺手!本文為製造業解析退磁機制與剩磁檢驗
-

磁粉濃度不足怎辦
磁懸液調配決定檢測成敗!本文為品保工程師解析濕式探傷痛點、濃
相關產品
-

非破壞探傷紫外線黑光燈
電池供電的手持式、攜帶式黑光燈、手電筒和高架燈,適用於不同的
-

非破壞探傷耗材設備
通常用於檢測金屬表面的裂紋、孔洞和其他缺陷。
-
相關詢價
-
背心袋 便當使用 一斤跟二斤
來自:鄧OO 詢價
***29766606@gmail.com
-
正豐牌脫水機費用
來自:鄭OO 詢價
***heng2002@yahoo.com.tw
-
燒柴熱水爐,柴爐 以下協助
來自:友OO機OO公O 詢價
***htai@yahoo.com.tw