



工件退磁退不乾淨?破解退磁剩磁標準,教你選對隧道式退磁機與量測工具
殘留磁性是精密加工的殺手!本文為製造業解析退磁機制與剩磁檢驗規範,教您精準選型高階設備,徹底排除鐵屑沾黏與漏檢危機。
產線上的隱形障礙:為何微弱剩磁會引發巨大的加工災難?
在精密金屬加工的完整製程中,零件無可避免地會經歷多種帶磁環境。無論是經過表面研磨機的磁性夾具固定、起重電磁鐵的搬運,還是經過磁粉探傷的嚴格檢驗,高導磁性的鐵磁材料內部會累積大量的磁化能量。許多加工廠往往將心力投注於前端的切削精度,卻輕忽了加工尾聲的退磁程序。
當帶有殘餘磁性的工件流入下一道工序,災難便會悄悄上演。最常見的痛點在於「鐵屑沾黏」。在進行深孔鑽削或攻牙時,帶磁的工件會將切削下來的細微鐵粉緊緊吸附在孔壁上,導致排屑困難、刀具磨損加劇,甚至引發絲攻斷裂。若工件需進入電鍍或塗裝產線,殘留的磁場會干擾金屬離子的均勻沉積,造成表面塗層剝落、起泡。對於最終將組裝至高精密馬達、軸承或航空發動機的零件而言,任何微小的剩磁都會吸附環境中的金屬微粒,造成運轉時的異常磨損,大幅縮短機械壽命。建立嚴格的退磁機制,是守護工廠良率與客戶信任的最後一道防線。

科學量測才是王道:如何定義與檢驗 退磁剩磁標準 ?
要解決問題,首先必須能精準量化問題。傳統的老師傅常憑藉「迴紋針是否被吸附」來判斷退磁效果,這種缺乏科學依據的檢驗方式,完全無法應對現代國際供應鏈的高規格要求。航太、軍工與高階車用零組件供應商,都有著白紙黑字的 退磁剩磁標準 。
在實務規範中,業界普遍採用的 退磁剩磁標準 通常設定在 2 Gauss至 3 Gauss 以下。要精準捕捉如此微弱的磁場,我們必須配備專業的 高斯計 。高斯計 運用霍爾效應感測器,能極度靈敏地偵測出工件表面的靜態磁場強度。
操作人員在進行量測時,必須掌握關鍵的幾何重點。磁力線具備「尖端放電」的特性,往往會高度集中在工件的邊緣、銳角、螺紋端部或深孔的孔口。因此,探頭必須緊密貼合這些高風險區域進行多點掃描。高階的 高斯計 更具備峰值鎖定與自動記錄功能,能將量測數據直接匯出為品保報表,為每一批出貨的零件提供堅實的品質履歷。

破解設備選型迷思:為何 工件退磁退不乾淨 ?
許多廠長面臨的困境是:產線上明明已經配置了退磁設備,為什麼還是常常發生 工件退磁退不乾淨 的客訴?這個問題的根源,通常出在設備的「穿透深度」與工件體積不匹配。
退磁的物理原理,是將工件置於一個極性不斷交替反轉、且強度逐漸衰減的交變磁場中,迫使材料內部的磁疇隨之翻轉,最終排列陷入混亂,達到宏觀上磁性抵消的狀態。市面上常規的退磁機多採用 50Hz 或 60Hz 的標準市電交流電。然而,交流磁場在穿透金屬導體時會產生「集膚效應」,頻率越高,磁場越只能集中在工件表面,無法深入內部。
當您處理厚度超過 50 毫米的重型法蘭或大型模具鋼時,60Hz 的交流磁場只能將表面 2 到 3 毫米的磁性消除。此時用 高斯計 量測,表面看似合格。幾天後,隱藏在工件核心的強大剩磁會慢慢向表面滲漏,這就是所謂的「剩磁復原」現象。要徹底解決這個痛點,必須針對厚重工件選用「低頻退磁機」或是「直流反向衰減退磁機」,利用低頻磁場強大的穿透力,從表層到核心進行深度的磁疇打亂。
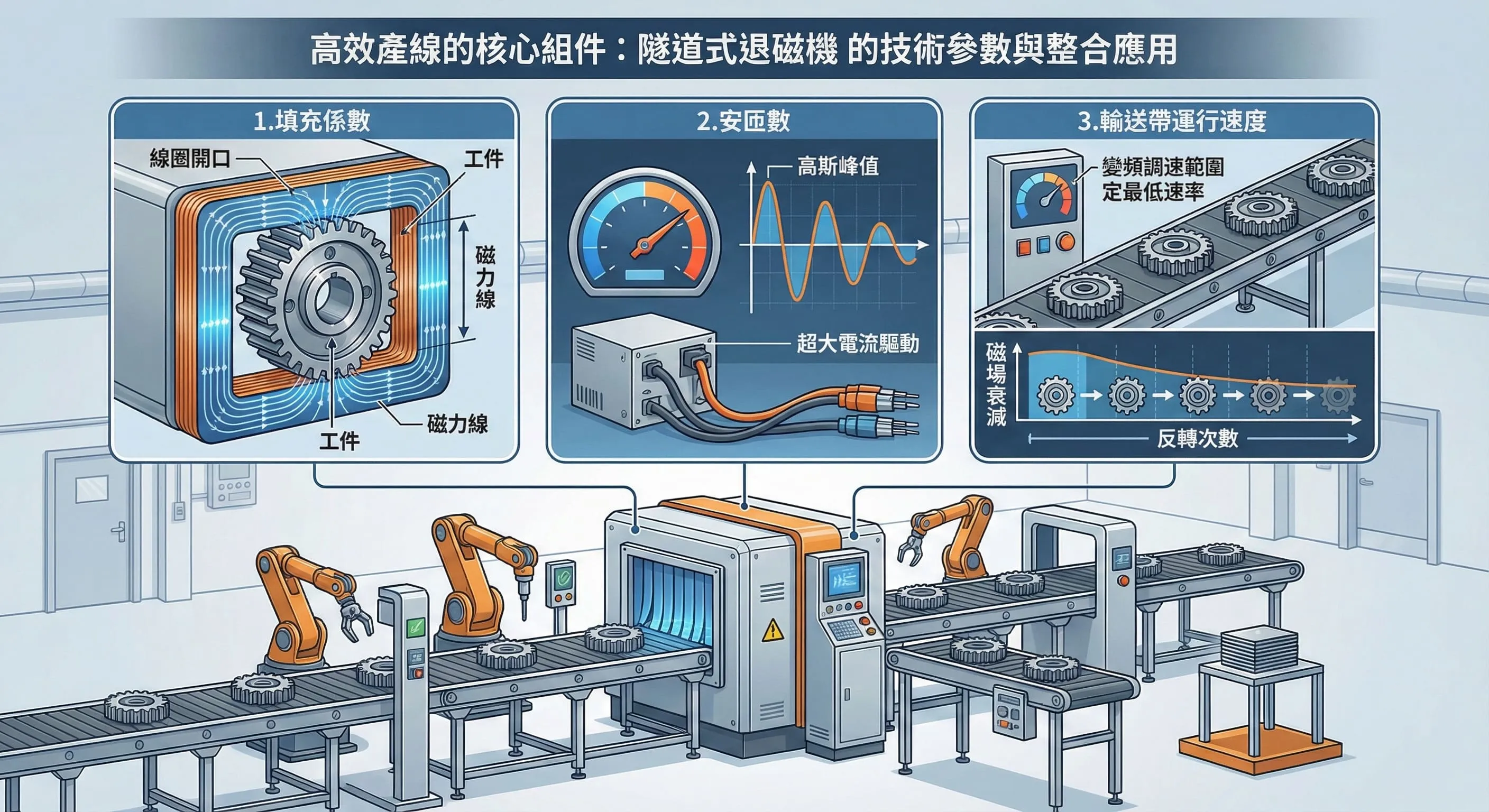
高效產線的核心組件: 隧道式退磁機 的技術參數與整合應用
對於追求極致產能的連續性自動化產線,隧道式退磁機 是目前工業界的標準解答。這種設備將高功率的退磁線圈與輸送帶系統完美結合,工件只需平穩地通過線圈開口,即可在數秒內完成退磁,完全不佔用多餘的停機等待時間。
評估與導入 隧道式退磁機 時,有三項核心技術參數必須精準掌握:
1.填充係數: 這是指工件截面積與線圈開口面積的比例。理想狀態下,工件應盡可能靠近線圈內壁,以接收最強的磁力線切割。若開口過大而工件過小,退磁效率會呈指數級下降。
2.安匝數: 代表線圈產生的磁場強度。為了徹底翻轉磁疇,退磁機的起始磁場強度必須大於工件先前受磁時的最大磁場。fidco 代理的高階機型具備超大電流驅動能力,能產生極高的高斯峰值。
3.輸送帶運行速度: 退磁需要時間讓磁疇進行多次反轉。若輸送帶速度過快,工件在磁場衰減的週期內接受的反轉次數不足,就會導致退磁失敗。專業的設備供應商會透過精密計算,設定最佳的變頻調速範圍。
供應鏈的在地優勢:fidco 的 新莊退磁 專業解決方案
設備的選型與除錯是一門深奧的學問,缺乏專業技術支援的採購往往會走許多冤枉路。作為國際頂尖非破壞檢測與品管設備的總代理,fidco 深知在地化服務對於台灣金屬加工產業的急迫性。
我們不僅提供歐美頂規的自動化磁檢設備,更在北部設立了 新莊退磁 與檢測技術中心。當您遇到棘手的磁性殘留問題時,不需盲目採購機台。您可以將樣品直接送至我們位於新莊的實驗室,我們的工程團隊會使用高精度量測儀器進行基線測試,並實際放入不同規格的退磁設備中進行交叉比對。透過真實的數據分析,我們能為您量身打造最合適的線圈尺寸、運轉頻率與輸送機構。具備強大技術底蘊的在地化團隊,能確保設備上線後迅速與您的產線無縫接軌,為您的企業打造真正零剩磁、高良率的頂級加工環境。
FAQ
Q1:工件經過磁粉探傷後,一定要進行退磁嗎?有沒有情況是可以省略這個步驟的?
A1: 絕大多數情況下,磁粉探傷後的退磁是強烈建議的必要程序。尤其是當該工件後續需要進行高精度的 CNC 切削、精密電鍍、電子束銲接,或是最終將安裝於飛機發動機、變速箱等佈滿精密齒輪與軸承的動態系統中,微弱的磁性都會吸附金屬粉塵導致致命的磨損。少數可以省略退磁的情況,是該工件屬於結構件且後續製程需進行高溫熱處理,高溫會使材料內部的磁疇劇烈運動並自然失去磁性,此時便可免除獨立的退磁工序。
Q2:為什麼我們的工件穿過 隧道式退磁機 後,用 高斯計 量測,磁性反而變得更強了?
A2: 這是操作連續式退磁設備最常犯的致命錯誤。退磁的成功關鍵在於讓工件經歷一個「逐漸衰減」的交變磁場。若操作人員在工件還沒完全離開線圈磁場範圍時,就將機台電源關閉,或者在輸送帶運行中突然斷電,工件會瞬間捕捉到關機前最後一波強大的交變磁場峰值,等同於被重新「充磁」。確保工件平穩且緩慢地沿著直線軌道完全遠離退磁線圈後再關閉電源,是絕對必須遵守的標準作業程序。
Q3:針對體積龐大的厚重鋼板,常見的 隧道式退磁機 似乎沒有效果,該如何處理才能符合 退磁剩磁標準 ?
A3: 厚重鋼材退磁無效的核心原因在於「集膚效應」。常規 60Hz 交流磁場的穿透深度僅有幾毫米,無法觸及厚鋼板內部的深層磁疇。針對這類工件,不能依賴常規的交流隧道設備,必須改採「低頻交變退磁技術」或是「直流反向衰減退磁」。直流磁場具備極強的穿透力,透過專用控制櫃將強大的直流電流不斷反轉極性並逐次降低電流值,磁力線能完全貫穿厚重鋼板的心部,將深層磁性連根拔起,確保經過數天後也不會發生剩磁反彈的現象。
相關服務
-

客製化磁檢設備
產線升級終極方案!本文解析高規硬體與 AI 軟體整合,助您建
-

非破壞檢測首選
買設備只是起步!本文為品保主管解析在地售後服務價值,從儀器校
-

滲透液顯像劑應用
突破磁粉探傷極限!本文為製造業解析液體滲透檢測技術,從耗材選
-

攜帶臥式磁力探傷
廠房擴建必看!本文為決策層解析非破壞檢測設備的採購策略與選型
-

自動化磁檢設備
突破缺工與產能極限!本文為決策層解析非破壞檢測數位轉型,探討
-

MT檢測磁粉探傷
想打入航太與車用供應鏈?本文解析Nadcap規範與磁粉檢測實
-

破解退磁剩磁標準
殘留磁性是精密加工的殺手!本文為製造業解析退磁機制與剩磁檢驗
-

磁粉濃度不足怎辦
磁懸液調配決定檢測成敗!本文為品保工程師解析濕式探傷痛點、濃
相關產品
-

非破壞探傷紫外線黑光燈
電池供電的手持式、攜帶式黑光燈、手電筒和高架燈,適用於不同的
-

非破壞探傷耗材設備
通常用於檢測金屬表面的裂紋、孔洞和其他缺陷。
-
相關詢價
-
想詢價-電動錫渣回收機(型號SDS30)
來自:晶OO電 詢價
**@elemediatek.com.tw
-
浪板雨遮 材質:CGC400
來自:洪OO 詢價
***hung@roller.com.tw
-
詢價:O型環外徑7mm內徑3mm線徑2mm
來自:聚OO材 詢價
***200255@gmail.com